Особенности экструзии многослойных материалов
Экструзия многослойных пластиковых материалов открывает новые горизонты для промышленного производства, позволяя создавать изделия с уникальными свойствами: прочностью, барьерностью, устойчивостью к химическим воздействиям и декоративной привлекательностью. Однако процесс производства многослойных конструкций существенно сложнее, чем обработка однослойных материалов. Здесь критически важны точный контроль температур, скорости подачи сырья и равномерность распределения слоев. Несоблюдение этих условий приводит к дефектам, ухудшению механических характеристик и снижению качества конечной продукции.
Содержание
- Введение в технологию экструзии многослойных материалов
- Процесс и особенности производства
- Выбор материалов и их комбинации
- Контроль качества и технологические нюансы
- FAQ: ответы на популярные вопросы
Введение в технологию экструзии многослойных материалов
Экструзия многослойных пластиковых изделий позволяет сочетать свойства различных полимеров в одном продукте. Каждый слой выполняет свою функцию: один отвечает за механическую прочность, другой — за термостойкость, третий может выполнять декоративную функцию или создавать барьер для газов и влаги. Современные технологии экструзии позволяют получать пленки, трубы, профили и листы с точным соблюдением толщины каждого слоя. Эти изделия находят применение в упаковке, строительстве, автомобилестроении и других отраслях промышленности.
Процесс экструзии многослойных материалов требует согласованной работы нескольких экструдеров, каждый из которых подает свой компонент в комбинированную головку. Важно, чтобы температура, давление и скорость потока каждого слоя были оптимально подобраны. Нарушение этих параметров может привести к расслаиванию, появлению пузырей, неравномерной толщине слоев и потере функциональных свойств изделия. Поэтому современные производственные линии оснащаются системами автоматического контроля и регулирования всех технологических параметров.
Процесс и особенности производства
Процесс экструзии многослойных изделий начинается с подготовки сырья: гранулы разных полимеров проходят сушку, очистку и предварительный контроль качества. Далее материалы подаются в соответствующие экструдеры, где происходит плавление и формирование потока. Затем все потоки объединяются в многослойную головку, где формируется структура изделия. После выхода из матрицы продукт охлаждается и проходит калибровку, чтобы обеспечить точные размеры и геометрию.
Особое внимание уделяется синхронизации подачи материала: различная вязкость полимеров может вызвать смещение слоев и дефекты поверхности. Для решения этой проблемы используются системы дозирования и обратной связи, которые позволяют автоматически корректировать подачу каждого компонента. Также применяются специальные охлаждающие блоки, предотвращающие перегрев и деформацию изделий. Именно сочетание высокоточной механики, автоматизации и контроля качества делает экструзию многослойных материалов эффективной и надежной.
Выбор материалов и их комбинации
Ключевой фактор успешной экструзии многослойных материалов — правильный выбор полимеров для каждого слоя. Например, комбинация полиэтилена и полипропилена позволяет получить изделие с высокой механической прочностью и термоустойчивостью. Добавление барьерных слоев из полиамида или EVOH защищает продукт от проникновения кислорода и влаги, что особенно важно для пищевой упаковки и медицинских изделий.
Для декоративных целей может использоваться прозрачный или цветной слой, который не влияет на функциональность внутренней структуры. Кроме того, в многослойные конструкции часто вводят армирующие или антистатические добавки, которые повышают прочность, снижают накопление статического электричества и увеличивают срок службы изделия. Таким образом, грамотный подбор материалов позволяет создать продукт с оптимальным сочетанием свойств для конкретной задачи.
Контроль качества и технологические нюансы
Контроль качества многослойных изделий требует комплексного подхода. Необходимо следить за равномерностью толщины слоев, отсутствием дефектов, целостностью барьерных свойств и стабильностью геометрии. Для этого применяются оптические и лазерные системы измерения толщины, датчики давления и температуры, а также анализаторы структуры материала. Современные линии позволяют интегрировать эти системы с автоматическим управлением, что минимизирует риск брака и повышает эффективность производства.
Особое внимание уделяется калибровке и охлаждению изделий. Неравномерное охлаждение может вызвать внутренние напряжения, деформацию и расслоение. Поэтому на производстве используются специальные охлаждающие блоки и термостатируемые калибровочные системы. При соблюдении всех технологических требований производитель получает многослойные изделия с высокой прочностью, стабильными размерами и необходимыми эксплуатационными характеристиками.

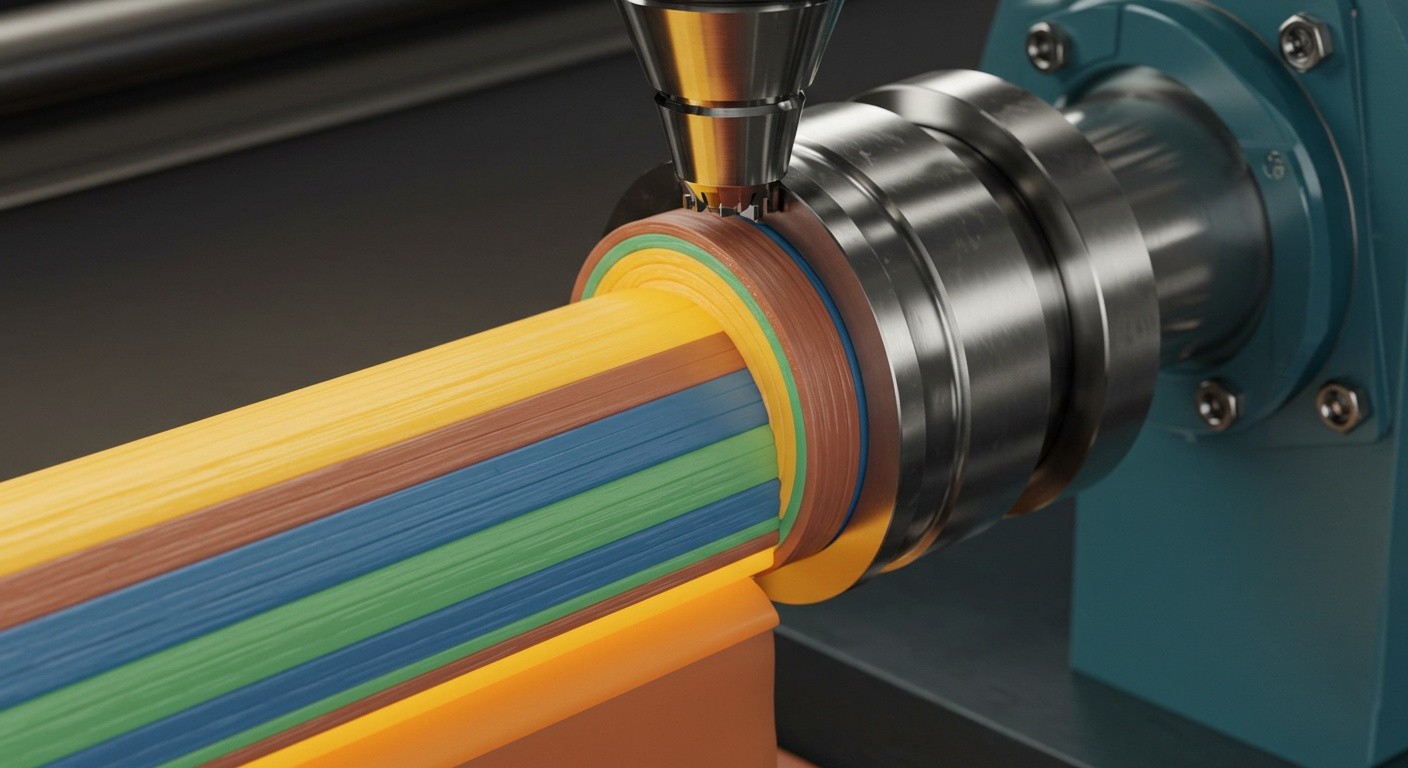
Современная экструзия позволяет создавать многослойные материалы с точными характеристиками
FAQ: ответы на популярные вопросы
- В чем преимущества многослойных пластиковых изделий?
Они сочетают механическую прочность, термостойкость, барьерные свойства и декоративные качества. - Какие материалы чаще всего используют для многослойной экструзии?
Полиэтилен, полипропилен, полиамиды, EVOH и различные композитные добавки. - Какие дефекты могут возникнуть при неправильной экструзии?
Расслаивание, неравномерная толщина слоев, пузырьки и деформация изделия. - Как контролируют качество многослойных изделий?
Системами оптического контроля, лазерными датчиками толщины, анализаторами структуры и автоматизированными системами управления. - Можно ли комбинировать декоративные и функциональные слои?
Да, прозрачные или цветные декоративные слои не влияют на механические и барьерные свойства внутренней структуры.

